Для начинающих швей и для уроков труда в школе отлично подойдет простая и в свое время самая распространенная машинка в Советском Союзе - «ПМЗ». Такая машинка даже сейчас превосходит некоторые современные по надежности, при определенной сноровке ее даже можно использовать для пошива из кожи. Но чтобы машинка хорошо справлялась с поставленной задачей, необходимо ее правильно настроить. Если взять такую, как швейная машинка ПМЗ, настройка и регулировка не являются сложными, их можно провести самостоятельно.
Швейная машинка завода в Подольске в зависимости от класса комплектовалась разными приводами: ручным, ножным и даже электрическим. Помимо своих основных достоинств, машинка обладала и рядом недостатков: у нее сложно регулировался челночный механизм, была узкая лапка и половинчатая рейка для продвижения материала. Но, несмотря на это, машинка была очень удобной в эксплуатации и надежной.
Швейная машинка ПМЗ им. Калинина
История
В конце XIX века продукция компании «Зингер» была настолько популярна в России, что было принято решение создать завод в Подольске. Он строился быстро и в 1902 году был уже открыт. К 1913 завод выпускал более двух тысяч машинок в день. Они обладали рядом преимуществ: во-первых, детали на такую машинку поставлялись оригинальные, что делало ее качественной, во-вторых, машинки реализовывались в рассрочку для небогатых людей. Существовала даже сеть фирменных магазинов.
После революции завод национализируют. Еще некоторое время он продолжает изготавливать машинки из оригинальных запчастей под маркой «Госшвеймашина», хотя связь с заводом уже потеряна. В 30-х годах машинка получает новую марку «ПЗМ» - Подольский механический завод.
Самой распространенной считается машинка «Подольск» класса 2М. Преимущественно снабжалась ручным приводом. Несмотря на широко известные мифы о высокой стоимости в наше время этой машинки и ее предшественниц «Госшвеймашины» и «Зингер», на самом деле такая машинка стоит недорого. Стоит сейчас швейная машинка ПМЗ им. Калинина всего 400–500 рублей. Чаще всего ремонт обходится дороже цены самой машинки, поэтому возникает актуальный вопрос о самостоятельной настройке и устранении неисправностей.
Настройка и регулировка
Первое, что необходимо сделать, - это проверить работоспособность машинки следующим образом:
- Проверить челночный ход.
- Снять все элементы.
- Прочистить от грязи щеточкой пазы вращения и зубчики.
- Собрать. Не забывайте о том, что при сборке лишних деталей быть не должно.
Иногда машинка может работать некорректно или вовсе не работать, если в иголку неправильно вставили нитку. Несмотря на то что некоторые думают, что не имеет значения, как ее вставлять, это не так. Челнок снимает нитку с иглы справа, лезвие при этом находится слева, а справа - канавка для нитки. Иногда и сама игла стоит неправильно.
Возможно, этот вопрос и не является для вас актуальным, но лучше все-таки уточнить. Более того, оказывается, что не во всех машинках ПМЗ игла вставляется одинаково. У более старых машин она ставится подобно промышленным, а нитка при этом заправляется слева направо. При замене у машинки более нового образца спил колбы должен смотреть влево, а нитка заправляться справа.
Чтобы убедиться, что игла вставлена правильно, необходимо снять пластину иглы и посмотреть с какой стороны подходит носик к игле. Канавка должна быть с другой стороны, а со стороны носика - лезвие иглы.
Для настройки необходимо снять детали: иглу, лапку, крышку челночного отсека, переднюю крышку, игольную пластину, крышку отсека для смазки, привод и саму машину с петель коробки, опрокинув ее набок. Перед тем как совершишь какие-либо другие действия, необходимо очистить челночный ход и другие механизмы от очесов. Используйте кисточку для очистки зубчиков, колпачка шпульки, пазов, в которых он вращается и других. Для этого лучше всего подойдет жесткая кисточка для клея или использованная зубная щетка.
При разборе очень важно запомнить, как детали до этого стояли, лучше сфотографировать. Запомните: разбирать всегда легче, чем собирать. Нередко причиной обращения за помощью является именно невозможность собрать устройство. Машинка «Подольск» отличается тем, что лишних деталей у нее нет и быть не может. Однако после первой настройки вам может показаться иначе, главное, запомнить, что это не так.
Сначала нужно проверить крепление всех соединительных узлов. Для этого понадобится отвертка, так как они винтовые. Настройка и фиксация происходят с помощью самораскручивающейся гайки. Если вы обнаружили, что в креплениях люфт, необходимо ослабить эту гайку и подтянуть втулку. При этом натяжение не должно быть плотным, чтобы оставался некоторый зазор.
Важно не перетянуть крепление, гайка, когда закручивается, тянет винт за собой, поэтому при ее затягивании винт нужно удерживать. Делать все нужно с осторожностью, возможно, потребуется некоторая практика.
После проверки креплений переходите к смазке устройства. Это важный момент, смазки необходимо нанести достаточно, как говорят, от души. Смазывать необходимо все трущиеся и не трущиеся места и детали, то есть, по сути, все. Для закапывания масла рекомендуется использовать шприц, это будет гораздо удобнее, чем непосредственно капать масло из его оригинальной упаковки.
Во время смазывания периодически необходимо проворачивать маховик машинки, тогда масло будет лучше проникать и видимость для оценки качества работы будет достаточной. Сзади машинки тоже есть что смазать. Во время смазывания передней части машинки нужно проявлять осторожность. Эта часть больше остальных контактирует с тканью, поэтому впоследствии вы можете быть неприятно удивлены наличием на ней масляных пятен. Сверху на корпусе имеется отверстие для смазки главного вала.
Следующая часть инструкции предназначена для машинок с ручным приводом. Необходимо проверить, в каком состоянии он находится. Часто встречается ослабление его узлов, отсутствие смазки на втулках и незакрепленная ручка. Вначале подтяните винты большой отверткой, после чего все необходимо хорошо смазать, особенно эти винты, потому что у них два предназначения - они выполняют также функцию втулки. Если внимательно присмотреться, то на каждой втулке можно заметить отверстия под смазку.
Для того чтобы устранить болтание деревянной ручки, поставьте ее вместе с нижним краем втулки на металлическую поверхность с большим весов, в идеальном варианте на швеллер или рельсу. Это необходимо делать аккуратно, чтобы не повредить деревянную ручку. Для устранения неполадок просто развальцуйте верхний край ручки молотком.
Масло для смазки необходимо использовать только подходящее, ни в коем случае нельзя смазывать часть машинки подсолнечным маслом или другими для готовки еды. Такой ремонт быстро выведет из строя вашу швейную машинку и останется ее только выбросить. Это далеко не редкий случай, мастерам часто приходится с таким сталкиваться.
Если же такое случилось, то существует механизм удаления засохшей смазки. После того как вы зальете масло во все доступные места, залейте туда же керосин и оставьте так на сутки. Заливать керосин и масло можно в любом порядке. Спустя 24 часа, снимите маховое колесо. Возьмите отвертку и вставьте в прорезь вала, попытайтесь его расшевелить. Если прикладывать излишние усилия, есть риск сломать чугунную прорезь вала.
Если вал не поддается, проделайте процедуру с керосином до тех пор, пока он не начнет шевелиться. Когда вал будет вращаться туго, поставьте привод и, крутя машинку, добавляйте масло и керосин то тех пор, пока ход не станет легким и тихим. После этого машинку нельзя долго не использовать, минимум раз в неделю необходимо ее запускать.
Настройка натяжителя верхней нити. Когда лапка поднята, нитка должна свободно выходить из натяжителя; если лапка опущена, нитка должна быть прижата плотно и равномерно, соответствуя требованию для данной ткани.
Для того чтобы условия выполнялись полностью, отведите гайку, которая регулирует натяжение, и снимите шайбу с перемычкой. В натяжителе должен стоять толкатель, если перемычку чуть-чуть вдавить, то толкатель будет отжимать шайбу. Проверьте также на исправность компенсационную пружину.
Регулировка челночного устройства. Обычно такая настройка требуется редко и проводится сложно. Только одну из возможных опций вы сможете сделать - выставить положение игловодителя.
О неправильном положении игловодителя по отношению к носику челнока, говорят пропуски при пошиве грубых тканей. Для того чтобы отрегулировать его положение, имеется регулировочный винт. Он расположен внутри переднего отсека, куда не так просто добраться. Увидеть его не получится, но в пазы, где он расположен, можно вставить отвертку. Винт необходимо слегка ослабить, но не выкручивать.
После этого с помощью маховика необходимо подвести носик челнока и выставить положение иглы. В правильном положении, когда они встретятся, носик челнока должен быть выше ушка иглы на 1,5 мм. После установки затяните винт.
Большинство настроек можно провести самостоятельно, а для умельцев не составит труда и отремонтировать такую машинку. Ее принципиальное отличие от более новых моделей как раз и заключается в том, что она легкая в эксплуатации, настройке и в устранении неполадок.
Еще одна любимка - машинка ПМЗ класса 2-М.
Бабушкина, досталась по наследству. Практически в идеальном состоянии, все сохранилось - и кофр, и ключик, и масленка, и даже инструкция. Где указана дата приемки ОТК - 30 сентября 1969 года. Смотрите фото ниже.
Почему я пишу в заглавии "Зингер" ?
"В 1900 году американская компания «Зингер», занимавшаяся сборкой швейных машин, приобрела участок земли в Подольске, построив на нем первый в России завод. Компания появилась на российском рынке ещё в 1860-х годах, но до строительства завода в Подольске вся продукция ввозилась из-за рубежа, что значительно увеличивало стоимость швейных машин. Выпуск первых бытовых швейных машин был налажен в Подольске уже в 1902 году. Рост производства на заводе продолжался вплоть до революции 1917 года, когда на его территории располагалось 37 производственных корпусов и работало свыше 5 тысяч человек. В 1915 году один из корпусов «Зингера» был передан в аренду эвакуированному из Прибалтики военному заводу «Земгор», который выпускал военные снаряды.
В 1917 году компания «Зингер» передала завод в аренду Временному правительству, а в ноябре 1918 года он был национализирован советской властью, что привело к приостановке основного производства. Первые советские швейные машины стали выпускаться на заводе только в 1924 году. В советское время предприятие было переименовано в Подольский механический завод (ПМЗ), затем в завод швейных машин имени Калинина (ЗиК), а в 1995 году вернуло себе название Торговый дом "Зингер".
В апреле 2004 года название собственника было изменено на ТД "Зигзаг". "
Так что ПМЗ - тот же Зингер, устроены они почти одинаково. Как вы наверное уже заметили, в прошлом посте про антикварный Зингер я давала ссылки на видео, где фигурирует чаще всего именно машинка ПМЗ. Все, что записано про ПМЗ, можно брать в качестве руководства для ремонта Зингеров. И наоборот. Подольские машинки практически такие же крепкие и безотказные, как и более старые Зингеры. Хотя стоят намного дешевле сейчас.
Как определить возраст машинки.
Кроме видео на Ютубе, вот хороший текстовый ресурс про ремонт разных машинок:
http://www.remont-shvejnyh-mashin.c om/%D1%88%D0%B2%D0%B5%D0%B9%D0%BD%D0%B0%D 1%8F-%D0%BC%D0%B0%D1%88%D0%B8%D0%BD%D0%B 0-%D0%BA%D0%BB%D0%B0%D1%81%D1%81%D0%B0-2- %D0%BC-%D0%BF%D0%BC%D0%B7
Отлично и доходчиво все описано! В том числе как определить примерно возраст вашей машинки ПМЗ, если вам повезло меньше и инструкции не сохранилось. Одну только неточность там обнаружила:
"У машинки 60 годов, на фото 1 (А), гайка, на регуляторе натяжения верхней нити - металлическая."
"Машины выпускались, как настольный вариант, с ручным приводом. Но некоторые умельцы, устанавливали их на тумбы, или станины, вместо Зингеров. И сняв с них ручной привод, они превращались, в машины с ножным приводом. Затем после 72 года и завод, стал выпускать их, с ножным приводом. "
Автор пишет, что до 1972 года машинки выпускались без пластиковых деталей - гайка регулятора натяжения верхней нити была металлическая, вовсе не было переключателя режимов на платформе машинки, (от себя далее добавлю) ручка ручного привода и ручка кофра были деревянные, шестерни ручного привода и палец, передающий движение на маховое колесо - металлические. Позже все это стало пластмассовым и появился вариант машинки со станиной и ножным приводом.
Однако, как год рубежа этих изменений автор указывает 1972 год. Тогда как вы видите, что у меня машинка 1969 года и у неё уже все есть - и пластик, и в инструкции нарисована станина ножного привода как вариант комплектации. Так что пластиковые детали появились как минимум в 1969 году, а может и еще немного раньше.
Смотрите фото инструкции ниже. Если нужно, то сделаю и выложу сканы всех листов.
Что касается ножного привода. В комментариях к моему любезно поделилась фотографиями своей машинки ПМЗ nativita и я тут приведу её фотографии:
Хозяйке не известно - родная ли тумба этой машинки, но возможно, что это так. Мне кажется, что такие тумбы выпускались позднее чисто металлических станин. Но машинка сверху стоит как будто более ранняя - нет переключателя режимов и гайка регулятора натяжения верхней нити металлическая. Еще крышка регулятора длины стежка черного цвета (металл или пластик?). Значит или машинки такого типа продолжали выпускаться и позднее, во время выпуска деревянных тумб. Или это все же сборный вариант - может быть такие ножные тумбы даже продавались отдельно, чтобы покупатели могли проапгрейдить старые машинки? Или третий вариант - тумбы эти выпускались намного раньше, чем кажется.
Мое личное мнение, что наиболее вероятны второй и третий вариант. Особенно третий. Ножные Зингеры (правда на чугунных станинах) выпускались еще в 19 веке, так что мешало выпускать ПМЗ с ножным приводом с самого начала? Так что Андрей Анатольевич в этом скорее всего ошибается, не только с 1972 года машинки были с ножным приводом. Остается открытым вопрос - когда начали делать деревянные тумбы?
У машинок ПМЗ есть серийный номер , так же как у Зингеров. И мне даже кажется я где-то встречала таблицы годов выпуска для ПМЗ именно. Если найду - дам ссылку. А сейчас пока только удалось в сети найти, что "для ПМЗ не сохранилось архивов по серийным номерам". И нашла еще емейл [email protected] - куда рекомендуют написать, чтобы узнать год выпуска по серийному номеру.
Чистка и ремонт.
Что я делала именно для своей машинки ПМЗ.
Бабушка у меня была очень аккуратная. Снаружи машинка была безупречна. Но вот внутри... то ли масло она видала худшего качества, то ли наша (где машинка провела всю жизнь) экология тому виной... но липкой смолы-грязи внутри было намного больше, чем в антикварном динозаврике!
Почистила все, что смогла, по тому же пути, что и Зингер.
И отрегулировала люфт нижнего вала-кронштейна, как описал Андрей Анатольевич (АА):
"Люфт, между валом - кронштейном и конусными пальцами или винтами, или стержнями, должен быть равным - 0,1 мм. Практически - это выставляется так: дёргаем вал - кронштейн, влево и в право, вдоль оси, мы должны ощущать слабый люфт. Но на глаз, этого сдвига - люфта, не видно. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо, тяжёлый ход, либо стук, во время шитья."
Сначала чуть уменьшила его, так как машинка немного стучала, т.е. люфт был великоват. Сделала по рекомендации АА - чувствуешь смещение пальцами, но не видно на глаз. Но ход стал тугой сразу. Потом немного ослабила - получилось отлично! Теперь она и не стучит, и ход не тугой! Но люфт по моим ощущениям все же чуть больше, чем АА указал: при смещении вала пальцами влево-вправо я не только чувствую люфт, но и вижу его. Смещается совсем чуть-чуть, но я это вижу.
Кроме того, должна выразить восхищение тому, насколько бесшумен ручной привод, если его шестерни и палец, передающий вращение на маховое колесо, из пластика (см. фото внизу справа)! Разительно отличается от трескучего привода антикварного Зингера! Так что, ради особого удовольствия я не буду , мне и так шить в кайф.)))
Компенсационная пружинка и скобка у иглы (гораздо более мощная, чем на Зингере! см. фото внизу слева) сохранились, так что тут чинить ничего не потребовалось. Если вам нужно узнать как починить компенсационную пружинку - . Или вот сразу ссылка на видео: https://www.youtube.com/watch?v=0166SSx 93Z4&list=PLFGsh49XULdS2sCSgdTYOtUZZRzIb xZrF&index=7
Сальник шпулемоталки (как, кстати, и на Зингере) у меня тоже в порядке. Но они есть в продаже, спрашивайте в магазине запчастей, если нужно. У стареньких машинок они часто или отсутствуют или изношены сильно. Сальник - это такая круглая резинка на колесике шпулемоталки, которая прижимается к маховому колесу, если вам нужно намотать шпульку (на фото внизу справа его видно).
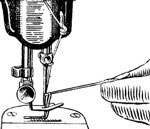
На среднем фото можно посмотреть как заправляется верхняя нитка:



Еще несколько моментов важных расскажу специально.
Во-первых запомните (если нужно конечно), что шпульный колпачок у ПМЗ зеркальный относительно зингеровского - левосторонний (защелка открывается налево). Это нужно учесть, если хотите купить новый.
Во-вторых
, лапки к ПМЗ тоже подходят современные, напомню, что вот тут видео про это:
Какие современные лапки
подходят к старым зингерам: https://www.youtube.com/watch?v=jLAz0Ry BExE&index=6&list=PLFGsh49XULdS2sCSgdTYO tUZZRzIbxZrF
У меня на фото (выше слева) вы видите белую лапку - она не родная, это современная лапка, пластиковая, специально для кожи.
В-третьих , у ПМЗ есть одно техническое существенное отличие от Зингера - челнок у ПМЗ нерегулируемый ! Что это означает сейчас объясню.
При образовании стежка игла опускается в ткань и начинает приподниматься обратно вверх, образуя напуск нитки у игольного ушка. В это время вращающийся челнок подходит к этой петле специальным выступом, цепляет петлю как крючок, продолжает вращение, обводя верхнюю нить вокруг нижней - получается зацепление верхней и нижней нити, образуется стежок.
Кода ваша машинка усердно делает пропуски стежков - это значит, что зацепления не происходит. Т.е. имеет место рассинхронизация верхнего и нижнего механизма. Это можно устранить двумя способами. Первый, простецкий: опустить иглу немного ниже в игловодителе и затянуть снова болтиком.
Но иногда этого недостаточно. Способ второй, умный: отрегулировать вращение челнока, сместив его так, чтобы он просвывал выступ-крючок в нитяную петлю в нужный момент, когда она образовалась. Но это возможно только в Зингерах (в современных машинках тоже, кстати). В ПМЗ - нет.
Однако спешу вас обрадовать, наши кулибины и тут отличились, ура! :) Вот есть видео
Как сделать регулируемый челнок на Подольскую швейную машину.Видео№88.
Когда мы вспоминаем, что СССР не мог производить качественные вещи, то я с вами не соглашусь. Потому, что эта машинка живой пример, что могла делать отечественная промышленность, если бы захотела!
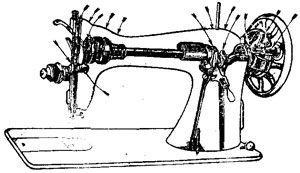
Фотография швейной машины ПМЗ им Калинина г.Подольск.
Вид слева швейной машины ПМЗ.

Вид справа швейной машины ПМЗ.

Описание швейной машины ПМЗ им Калинина г.Подольск
Самая простая швейная машина. Предназначена для прямой строчки.
Цена на швейную машину ПМЗ им Калинина г.Подольск
На момент покупки в 1964 году – стоимость машинки была 75 рублей.
Скачать инструкцию для швейной машины ПМЗ им Калинина г.Подольск.
Скачать инструкцию к машинке ПМЗ можно скачать по этой ссылке .
Отзыв швейная машина ПМЗ им Калинина г.Подольск.
Какие отзывы могут быть о машинке, если она проработала 50 лет без единой поломки! Все детали родные!
И она не просто стояла, где-то в уголке! А эксплуатировалась нещадно! Моя сестренка училась на ней. Даже я, в отсутствие мамы тренировался… лет 30 назад…
Есть ли в вашем окружении механическое устройство, с таким сроком службы? А у меня есть! Эта машинка заслуживает уважения!
Единственная деталь сломалась – если вы посмотрите на фотографию справа, то увидите, что пластмассовая крутилка сломалась.
История покупки швейная машина ПМЗ им Калинина г.Подольск.
Швейная машинка была куплена в 1964 году.
Мы тратим время + деньги, чтобы у вас была бесплатная + доступная + правдивая информация!!!
Если вы найдете время и проявите великодушие отправив ссылку в соцсети, и оставите комментарии внизу страницы, то это – самое малое, что вы можете сделать для нас!! Мы за это вам очень благодарны!
Мы существуем от кликов по рекламе!
Если вы не нашли подходящего блока рекламы, то вы можете помочь проекту!
Инструкция к швейной машине класса 1-А ПМЗ выпуска 1952г. Подходит для всех машин такого типа, вплоть до последних выпускавшихся моделей. Текст инструкции оставлен почти без изменений, в оригинальной редакции.
Назначение машины. 1. Машина имеет центрально-шпульное челночное устройство. 2. Наибольшее число оборотов в минуту - 1200. 3. Шаг строчки наибольший - 4мм. 4. Подача материала в прямом и обратном направлении. 5. Плоская платформа размером 371 х 178 мм. 6. Вес головки машинки (без ручного привода) - 11,5кг.
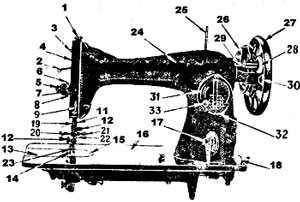
Швейная машинка Подольск инструкция:
1.Головочный винт для регулирования нажима. 2.Рычаг нитепритягателя. 3.Бинт фронтовой доски. 4.Фронтовая доска. 5.Гайка для регулирования натяжения верхней нитки. 6.Регулятор нитепритягательной пружины. 7.Нитепритягательная пружина. 8.Шайба натяжения. 9.Нитенаправитель. 10.Нитеобрезатель. 11.Стержень нажимателя ткани. 12.Головочный винт нажимательной лапки. 13.Задвижная пластинка. 14.Двигатель ткани. 15.Игольная пластинка. 16.Платформа. 17.Катушечный стержень моталки. 18.Нижнее натяжение моталки. 19.Стержень игловодитля. 20.Иглодержатель. 21.Зажимный винт иглодержателя. 22.Нитенаправитель игловодителя. 23.Нажимательная лапка. 24.Рукав. 25.Катушечный стержень рукава. 26.Защелка моталки. 27.Маховик. 28.Шкив моталки. 29.Шпиндель моталки. 30.Фрикционный винт. 31.Крышка регулятора строчки. 32.Рычаг регулятора для прямой и обратной строчки. 33.Головочный винт регулятора строчки.
Общие правила.
1.Маховик машины согласно инструкции должен вращаться только в одном направлении - на работающего.
Нельзя вращать машинку в противоположном направлении: от себя, так как неправильное вращение может вызвать запутывание ниток в челночном устройстве.
2.Когда машина не работает, нажимная лапка должна быть поднята.
3.Не пускать машину в ход без подложенной под лапку ткани, чтобы не тупились зубцы двигателя ткани, и не портилась нижняя опорная поверхность нажимательной лапки.
4.Нельзя тянуть или подталкивать материал руками во время шитья, чтобы не погнуть или не сломать иглы. Необходимая подача производится самой машиной.
5.Во время шитья передняя задвижная пластина над челночным устройством должна быть закрыта.

Вынимание шпульного колпачка и шпульки. Шпульный колпачок вынимается из машины всякий раз, когда запас нижней нитки на шпульке израсходуется полностью. Для того чтобы вынуть пустую шпульку, нужно сначала отодвинуть переднюю задвижную пластинку, закрывающую челночное устройство, затем двумя пальцами левой руки захватить защелку "А" и извлечь шпульный колпачок наружу. При открытой защелке шпулька не может выпасть из шпульного колпачка, так как ее задерживает крючок защелки. Для того чтобы вынуть шпульку, нужно отпустить защелку на место, перевернуть шпульный колпачок открытой стороной вниз, и шпулька выпадет наружу.
Намотка шпульки. Для намотки шпульки служит особая моталка, прикрепленная к задней части рукава машины около маховика. Моталка работает совместно с нижним натяжным устройством для нити на правом углу платформы. При намотке шпульки механизм машины не должен работать. Поэтому прежде чем приступать к намотке, нужно сначала освободить маховик так, чтобы он вращался совершенно свободно, не вызывая движения механизма. Для этого нужно только повернуть на себя круглую накатную головку большого фрикционного винта на конце машины. Надевают затем пустую шпульку на конец шпинделя моталки, чтобы остановочная шпилька у заплечика шпинделя вошла в прорезь на шпульке. Надевают катушку ниток на катушечный стержень.Нитку с катушки протягивают вниз, под шайбу натяжного устройства, затем вверх на шпульку через отверстие на левое ее стороне.

Рамку моталки, в которой вращается шпиндель с надетой шпулькой. Отжимают рукой вниз, так чтобы резиновый обод шкива соприкасался с поверхностью маховика. Свободный конец нитки на шпульке некоторое время нужно придерживать рукой, пока на шпульку не намотается достаточное число витков для закрепления конца нитки, после чего этот конец обрывают.После того как шпулька будет полностью намотана, рамка моталки выключается автоматически, отходя от маховика. Если резиновый обод не соприкасается с маховиком во время намотки шпульки его необходимо рамку моталки отрегулировать. Для этого нужно открутить винт в прорези регулировочной пластинки моталки, отжать рамку моталки вниз к маховику и, удерживая ее в этом положении, закрепить винт на пластинке отверткой. Для правильной намотки нитки на шпульку, намотка должна быть плотной и равномерной. В случае если намотка получается неравномерной или неправильной формы, нужно отрегулировать положение нижнего натяжного устройства на платформе, несколько передвинув кронштейн натяжителя по прорези платформы в нужную сторону. Для этого отверткой нужно предварительно освободить винт его крепления.

Заправка нитки в шпульном колпачке. Намотанную шпульку нужно взять двумя пальцами правой руки, следя за тем, чтобы свободный конец нитки сбегал со шпульки справа налево. Шпульный колпачок держат левой рукой в таком положении, чтобы косая прорезь для нитки на краю колпачка оказался сверху, и вставляют шпульку в колпачок.
Притягивают нитку правой рукой через прорезь на краю колпачка налево под пружину натяжения, затем в небольшую прорезь на конце пружины. Свободный конец нитки должен свешиваться налево от установочного пальца колпачка.

Постановка шпульного колпачка в машину. Заправленный ниткой шпульный колпачок нужно поставить в машину. Для этого берут шпульный колпачок за защелку двумя пальцами левой руки, надевают его на центральный стержень "Н" челнока таким образом, чтобы палец "К" шпульного колпачка вошел в прорезь накладной пластинки на корпусе хода. Отпускают защелку и нажимают на шпульный колпачок внутрь до тех, пока не произойдет запирание его на центральном стержне челнока. Оставляют свободный конец нитки висящими и закрывают челночное устройство, задвигая переднюю пластинку.
Установка иглы. Иглу нужно вставлять при самом верхнем положении игловодителя, что достигается поворотом маховика. Плоская сторона колбы на игле должна быть должна быть при этом обращена налево, т.е. наружу, а длинный желобок на лезвии иглы - направо, т.е. внутрь к основанию рукава. Обращайте особое внимание на правильную установку иглы, так как при неверной установке машина не будет давать петлю. В указанном положении игла заводиться в иглодержатель "Е" и продвигается вверх до упора, а затем закрепляется головочным винтом "1".
Заправка верхней нитки. Перед заправкой поворачивают от руки маховик машины на себя настолько, чтобы рычаг нитепритягивателя с ушком для нитки пришел в верхнее положение. Ставят катушку ниток на катушечный стержень сверху рукава и нитку с катушки проводят в такой последовательности:
1.Вперед налево через задний, левый вырез для нитки "1" на фронтовой доске и вниз к регулятору натяжения. 2.Между шайбами "2" регулятора натяжения и вверх за язычок "3". 3.В ушко нитепритягивательной пружины"4". 4.Вверх через ушко рычага нитепритягивателя "5". 5.Вниз в проволочный нитенаправитель "6" на фронтовой доске. 6.Вниз в нитенаправитель "7" на игловодителе. 7.Справа налево через ушко иглы "8". Обращайте особое внимание на заправку нитки в иглу только справа налево, т.е. наружу.
Подготовка к шитью. Прежде чем начать шить, нужно вытянуть нижнюю нитку наружу. Для этого берут левой рукой за конец игольную нитку не натягивая ее, затем поворачивают на себя маховик машины для того, чтобы игла опустилась сначала в отверстие игольной пластинки, захватила нижнюю челночную нитку и затем опять поднялась в свое верхнее положение. После этого нужно потянуть за конец игольную нитку и через отверстие в игольной пластине вытянуть нижнюю нитку наверх. Затем концы обеих ниток, верхней и нижней, оттягивают назад и кладут под нажимательную лапку. Нажимательная лапка опускается на подложенный материал, и машина готова к шитью.

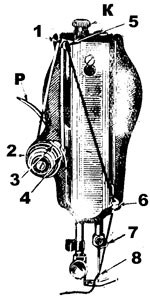
Работа на ручной машинке. Ручной привод устанавливается и закрепляется на заднем выступе рукава, расположенном под маховиком машины. Ручной привод состоит из корпуса "1" с двумя зубчатыми шестернями (большой и малой), приводного рычага с поводком "2" для сцепления с маховиком машины и откидной рукоятки "3" для вращения от руки. После снятия деревянного колпака ручка ручного привода "3" бывает обычно откинута вниз, в нерабочее положение, а поводок "2" выведен из зацепления с маховиком. Для приведения привода в рабочее положение рукоятку "3" нужно повернуть и завести в гнездо прилива "А" на большой шестерне, оттянув предварительно круглую головку защелки, без чего рукоятку нельзя довести до надлежащего положения. Установив рукоятку, отпускают защелку, которая и производит запирание. Поводок "2" нужно повернуть таким образом, чтобы кожаная прокладка вошла между спичками маховика. Специальная защелка удерживает поводок в рабочем положении. Закрепив маховик машины на рабочий ход, посредством фрикционного винта и пустив на подложенную ткань нажимательную лапку, начинают правой рукой равномерно вращать ручку ручного привода всегда только в одном направлении - от себя. Маховик машины будет при этом вращаться в направлении к работающему.
Работа на ножной машине. Ножная машина приводится в движение попеременным нажатием то носками, то каблуками на подножку станка. При правильной работе обе ноги всей ступней должны лежать на подножке, причем левая нога должна быть расположена несколько сзади правой. Подножку станка нужно качать по возможности равномерно. Приводное колесо должно вращаться только в одном направлении - к работающему. Следует остерегаться неправильного направления вращения, так как это может привести к запутыванию ниток в челночном устройстве. Включение машины в ход производится фрикционным винтом таким же способом, как и для ручной машинки.
Окончание шитья. Останавливаю машину в таком положении, когда рычаг нитепритягивателя находится вверху и игла вышла из материала. Затем поднимая рычаг "Р", поднимаю нажимательную лапку, отводят левой рукой от себя ткань и обрезают нитки у конца строчки о кромку нитобрезателя, расположенного сверху от нажимательной лапки. Для дальнейшего шитья оставляют концы ниток длиной 8-10 см.
Натяжение ниток. Натяжение ниток имеет большое значение для качества шитья. Переплетение верхней и нижней нитки должно происходить в середине сшиваемого материала. Строчка на лицевой и на нижней стороне имеет один и тот же вид. Если натяжение верхней нитки слишком сильно или, наоборот, натяжение нитки слишком слабо, то переплетение ниток получается на верхней стороне материала. Машина петляет сверху. Получается непрочный и некрасивый шов. Чтобы устранить это явление, нужно ослабить натяжение верхней нитки или усилить натяжение нижней нитки. Если натяжение верхней нитки слишком слабо или. Наоборот, натяжение нижней нитки слишком велико, то переплетение ниток получатся на нижней стороне материала - машина петляет снизу. Шов получается непрочный. В этом случае нужно усилить натяжение верхней нитки или ослабить натяжение нижней нитки.

Регулирование натяжение ниток. Регулирование натяжения верхней нитки нужно производить при опущенной лапке. Величина натяжения усиливается при повороте гайки "К" вправо и наоборот ослабляется при повороте против часовой стрелки. Подметив подходящее положение указателя, можно быстро ориентироваться в правильной установке натяжения. Натяжение нижней нитки регулируется винтом "А" на пружине натяжения шпульного колпачка (см. рисунок выше). При повороте винта (маленькой отверткой) направо, т.е. по часовой стрелке, натяжение нижней нитки увеличивается. При повороте винта налево, т.е. против часовой стрелки, натяжение уменьшается. Если натяжение нижней нитки было установлено правильно, то его редко приходиться изменять; в большинстве случаев хорошую строчку можно получить простым регулированием верхней нитки. Слишком большое натяжение, может вызвать обрыв нитки.
Выбор номера иглы и ниток. Кроме правильно выбранного натяжения, качество строчки зависит также и от соответствия номера иглы толщине сшиваемого материала. Для швейной машины применяются иглы №№ 70, 80, 90, 100 и 110. Чем толще и грубее материал, тем выше должен быть номер иглы и тем ниже номер применяемых ниток, т. е. игла и нитки должны быть толще. Наоборот, чем тоньше материал, тем ниже должен быть номер иглы и выше номер ниток, т. е. игла и нитки должны быть тоньше.

Изменение длины стежка. Длину стежка, т. е. расстояние между уколами иглы, для обычных материалов берут 1,5 - 2 мм. Для тонких материалов строчка должна быть чаще, для толстых материалов - реже. Наибольшая длина стежка, которую можно получить на машине, составляет 4 мм. Необходимая длина стежка устанавливается регулятором "В" по цифрам шкалы, которые нанесены на крышке регулятора и показывают примерную длину стежка в миллиметрах. Когда рычаг регулятора поставлен на самое верхнее деление шкалы, проходящее посередине крышки и не имеющее цифр, то подачи ткани совсем не будет. При работе машины рычаг "В" должен быть опущен вниз. Чем ниже опущен рычаг регулятора, тем реже будет строчка, т. е. длина стежка больше. Наоборот, чем выше поставлен рычаг регулятора, т.е. чем ближе к верхнему делению шкалы, тем строчка будет чаще или длина стежка меньше. При подъеме рычага регулятора вверх от средней черты машина изменит направление подачи материала на обратное, т. е. при работе машины материал будет перемещаться на работающего. Для того, чтобы изменить длину стежка, нужно перевести рычаг регулятора на новое деление шкалы, соответствующее желаемой длине стежка. Перевод рычага регулятора на новое деление производится следующим образом.
Пусть рычаг регулятора "В" стоит на каком-либо делении шкалы и его нужно перевести вниз на более крупный шаг строчки. Опусканию рычага регулятора вниз препятствует внутренняя ограничительная пластинка, расположенная под крышкой регулятора и зажимаемая левым головочным винтом. "А" в левой дуговой прорези крышки. Для того, чтобы получить возможность спустить рычаг, нужно предварительно освободить указанный винт "А" и перевести его по прорези в крайнее нижнее положение. После этого устанавливают рычаг регулятора на требуемое деление шкалы, переводят левый головочный винт "Д" вверх по дуговой прорези до останова и закрепляют винт "А". Для получения более частой строчки рычаг регулятора "В" переводится вверх на соответствующее деление шкалы, после, чего головочный винт "А" освобождается, переводится вверх до упора, а затем опять закрепляется.
Обратное направление подачи материала. Швейная машина класса может шить как в прямом, так и в обратном направлении. При обратном направлении подачи материал во время шитья будет перемещаться на работающего. Для того, чтобы переключить машину на обратный ход, нужно только перевести рычаг регулятора "В", находящийся в нижнем положения на определенном делении шкалы, вверх до останова. Длина стежка при этом остается без изменения. Переключение машины на обратную подачу можно производить, даже не останавливая шитья и не удаляя ткани.
Регулирование нажима лапки материала. Величину нажима лапки на материал редко приходится изменять. Но при шитье шелковых или легких тканей бывает необходимо несколько уменьшать силу нажима, для чего головочный винт поворачивают на два - три оборота налево, т. е. против часовой стрелки. При шитье более толстых материалов, требующих более сильного нажима, головочный винт "К" поворачивают на два - три оборота направо, т. е. по часовой стрелке. Нажим лапки на материал должен быть достаточен для обеспечения равномерной подачи материала и для предупреждения подъема материала вместе с иглой. Слишком большой нажим только затрудняет ход машины и портит материал,
Смазка машины. Для обеспечения легкого хода машины и предупреждения износа трущихся деталей все места машины, указанные стрелками, должны смазываться ежедневно несколькими каплями масла в каждое место, если машина работает непрерывно. Для смазки труднодоступных деталей в машине имеются смазочные отверстия. Для того, чтобы смазать шарнир иглововодителя, нужно предварительно снять фронтовую доску, освободив винт крепления. Направление для челнока в корпусе хода смазывается одной каплей масла. Место, указанное на буквою "А", нужно смазывать, когда игла находится в самом нижнем положении.
Для начинающих швей, школьниц, (для уроков труда) ручная старая машинка ПМЗ вполне подходит. По своим эксплуатационным характеристикам и надежности в работе, эта швейная машина, пожалуй, превосходит многие современные.
Современные швейные машинки можно разделить на 2 типа: электронные и электромеханические. Конструктивных отличий между этими типами швейных машин много, но основное, понятное всем - электронные модели швейных машин выполняют неограниченное количество операций.
На многих современных оверлоках используется дифференциальная подача обрабатываемой ткани. Она незаменима при обметывании трикотажных тканей, особенно соединительных швов.
Главная причина пропуска стежка - носик челнока не захватывает петлю образованную иглой. Зазор между лезвием иглы и носиком челнока не должен быть более 0,3 мм, иногда же он достигает размеров в миллиметрах. Носик проходит рядом с петлей и появляется пропуск.
Основные производители швейных машин у всех на слуху и особо перечислять эти фирмы нет смысла, разве что для порядка: Brother; Janome; Pfaff; Singer; Bernina. Купить можно машинку любой фирмы, любой страны и работать она будет надежно и долго при соблюдении правил эксплуатации.
Во время работы швейные иглы испытывают наибольшие нагрузки из всех узлов, и от ее состояния зависит качество строчки и отсутствие многих сбоев в работе.
А. И. Зюзин
Машина прямострочная. Неисправности: пропуск стежков, верхняя нитка обрывается и петляет снизу.

Рис. 52. Корпус хода челнока с поперечной планкой (машина 2М кл. ПМЗ):
На корпусе хода челнока 2 ( ) есть выемка 3 для прохода иглы, ее острые кромки являются причиной обрыва верхней и нижней ниток - особенно, когда шьют толстые ткани. Снять корпус хода челнока, отвернуть поперечную планку-шпуледержатель (на рисунке не показана) и нитенаправительную пластину 1. Острые кромки выемки спилить двояковыпуклым (плоско-выпуклым) напильником.

Рис. 53. Корпус хода челнока (машина 2М кл. ПМЗ и др.), фрагмент:
Нитенаправляющую пластину 3 ( ) поставить на корпус 1 и подвинуть ее в сторону зева до предела. Поставить, винты 2 крепления пластины: левый закрепить до отказа, правый (ближе к игле) зажать и отпустить на пол-оборота. Прикрепить планку 6 на корпус, оба винта которой затянуть до отказа.
- Реконструировать соединение двух деталей - вала челнока с кривошипом. Заводская конструкция предусматривает конусный (круглый) штифт - соединение разъемное и надежное, но нерегулируемое. Именно по этой причине происходит обрыв верхней нитки или петляние ее снизу, т. е. машина работает неудовлетворительно! При этом варианты крепления и соединения двух деталей обеспечивают надежность только соединения, но не работы машины. Но если машина не может нормально работать, то кому нужна такая надежность?
Суть реконструкции заключается в том, чтобы удалить штифт из соединения, им же заделать отверстие на валу заподлицо; на кривошипе в отверстии, близком к установочному винту М4, нарезать резьбу и поставить винт М4. Соединение вала с кривошипом становится регулируемым. Его надежная неподвижность обеспечивается путем легкой запрессовки в отверстие кривошипа и зажимом двух винтов. Этот метод является решающим в дальнейшей эксплуатации очень многих швейных машин (не только 2М).
Методика реконструкции данного узла.
Поставить машину себе на колени так, чтобы валы под платформой оказалисьсверху. Повернув маховик, поставить иглу в крайнее нижнее положение. На кривошипе вала ослабить установочный винт М4 (без головки). Теперь поставить иглу в крайнее верхнее положение. Тонким концом трехгранного напильника выбить штифт 3 (см. рис. 33 ) из кривошипа 4 вала челнока. Тонкий конец напильника пропустить справа, сквозь рожки 5 кулисы, и, сделав упор в торец вала челнока, выбить его. Сделать это осторожно, чтобы не поломать рожок кулисы. Выбитый штифт запрессовать в отверстие вала. Случается, что штифт выбить не удается. Тогда надо сделать следующее: зажечь кусочек сухого горючего и подогреть (примерно до 300 °С) зону кривошипа, где расположен штифт.
Кривошип изготовлен из чугуна, а вал челнока стальной. Так как коэффициент теплового расширения чугуна больший, чем у стали, то и отверстия подвергнуты большему расширению. Обычно в нагретом состоянии штифт выбивается легко. Но бывают случаи, когда и этот метод не дает результатов. Тогда необходимо применить крайнюю меру: снять корпус хода челнока и малый вал, оправкой соответствующего размера сделать упор в торец вала челнока с правой стороны и молоточком весом примерно 1 кг выбить вал в левую сторону. При этом штифт срежется в двух местах. Большая его часть останется в теле вала, и таким образом отверстие на валу будет заглушено, а две малых частицы останутся в стенках кривошипа - их необходимо выбить. Эта операция требует осторожности, так как в кривошипе может образоваться трещина, что бывает очень редко. Но это не беда - ее можно заварить электросваркой (2-миллиметровым электродом из нержавеющей стали при постоянном токе). Можно поставить новый кривошип.
- Один конец штифта должен быть заподлицо с валом, а другой надо срезать ножовкой и зачистить напильником так, чтобы кривошип наделся на вал с легкой запрессовкой. Очень важно соблюдать это условие.
- На кривошипе в отверстии, расположенном возле установочного заводского винта, нарезать резьбу М4 и поставить винт М4 без головки. Длина винта - 4-5 мм.
- Проверить на валу челнока, как прилегает пластинчатая пружина к толкателю. Она должна прилегать плотно по всей длине, особенно ее входной и выходной концы. Если нет плотного прилегания на концах, отвернуть один винт, повернуть пластину, подогнуть концы и поставить все на место.
- Вал челнока поставить на место, хорошо смазать ползун на кривошипе. Кривошип вала поставить ползуном в кулису. Правой рукой направляя и поддерживая кривошип, молоточком запрессовать вал до половины, кривошип сместить от кулисы влево, опустить иглу в крайнее нижнее положение. Сжатыми кусачками сделать упор в левый торец вала толкателя, а правой рукой молоточком напрессовать кривошип на вал. Ударять молоточком осторожно, чтобы не поломать кулису.
- Положить машину на стол. Проверить, не задевает ли игла за
входной конец толкателя. Если задевает, отогнуть его кусачками
на 1 мм. Маховиком поставить иглу в крайнее нижнее положение.
Поставить корпус хода челнока на место и завернуть винты
наполовину. Из ободной фольги отрезать две узкие полоски
размером 2x60 мм и сложить их в четыре слоя. Количество слоев
зависит от величины зазора между иглой и носиком челнока в
плоскости его вращения. На зазор смотреть сверху, когда машина
находится в горизонтальном положении, а игольная пластина и
лапка сняты.
Сложенные в четыре слоя (ориентировочно) прокладки подложить под корпус хода челнока - ниже винтов на концы обеих опор. Зажать винты. При этом легонько стукнуть молоточком по корпусу хода челнока, снизу и с торца, чтобы избежать перекоса при его посадке на место. Поставить машину на стол и, постепенно проворачивая маховик, подвести иглу к нитенаправляющей пластине (к той, которую отжигали). Если игла подошла к пластине вплотную, при помощи надфиля и молоточка отодвинуть ее от иглы не более чем на 1 мм. Отодвигать осторожно и постепенно. При этом она может отклониться вправо, тогда сместить ее на свое место. Если изменился зазор между иглой и пластиной, сделать его обязательно равным 1 мм. Маленькой отверткой зажать сверху второй винт пластины. - Поставить машину на маховик, провернуть его; если при этом выходной конец толкателя задевает за корпус хода челнока, отверткой отодвинуть его от корпуса. Если входной конец толкателя задевает за иглу, отогнуть его. При вращении толкатель челнока не должен касаться ни корпуса, ни иглы. Между ним и иглой должен быть зазор не менее 1 мм (в плоскости вращения челнока).
- Притупить острые кромки на челноке и поставить его на место. Установить зазоры между челноком и концами толкателя. При опущенной игле зазор на входе нитки в челночное устройство равен 0,3 мм (см. рис. 14 ). При поднятой игле зазор при выходе нитки из челночного устройства равен 1 мм. Чем меньше зазор, тем тише ход машины. Здесь зазоры регулируются подгибанием толкателя и его концов.
- Иглу поставить в крайнее нижнее положение. Кусачками
обхватить вал толкателя и повернуть его так, чтобы носик челнока
заходил за иглу не более чем на 2 мм. Бывают случаи, когда это
расстояние равно 1 или 3 мм. Если при пробном шитье толстых
материалов будут пропуски стежков в строчке, носик челнока
следует отодвинуть еще на 0,5 мм, но не более - это крайняя
мера; но практика сброса нитки с челнока покажет, следует ли
отводить челнок еще на 0,5 мм за иглу. Если сброс нитки с
челнока будет сопровождаться подергиванием шпульного колпачка и
характерным стуком, дополнительный отвод будет оправдан. Все
решается пробным шитьем.
Если ось вращения вала толкателя челнока не совпадает с осью вращения челнока, невозможно установить требуемые зазоры - 0,3 мм на входе нитки и 1 мм на выходе. Предположим, что на выходе нитки установили зазор 1 мм. Поставили иглу в крайнее нижнее положение, а на входе нитки зазора нет. Как быть? Так оставлять нельзя! Верхняя нитка будет обрываться и петлять снизу. Понятно, что зазор 0,3 мм на входе нитки надо установить обязательно. Но тогда на выходе зазор окажется более 1 мм. В данной ситуации надо 2-3 раза легонько ударить молоточком по корпусу хода челнока с задней стороны. Этими ударами можно сместить корпус и изменить зазоры в лучшую сторону за счет люфта в отверстиях крепления. Если корпус не поддается смещению (что бывает очень редко), сделать зазор, отогнув толкатель. На практике все перечисленные операции делаются за считанные минуты. - Взять запорное стальное кольцо и спилить на 2 мм правый длинный острый конец. Поставить кольцо на корпус хода челнока, хорошо посадить его на два штифта. Если запорное кольцо пластмассовое, нет и поперечной плавки. Его надеть на два штифта, в первом и втором случаях поставить пластинчатую пружину и закрепить ее винтом (на корпусе хода челнока).
- Поставить машину вертикально и посмотреть сверху на место встречи носика челнока с иглой. Определить зазор между иглой и носиком челнока в вертикальной плоскости его вращения. Если зазор меньше 0,1 мм или челнок задевает за иглу, уменьшить число прокладок под корпусом хода челнока. Причем надо уменьшать (увеличивать) по одной прокладке после каждой проверки. Можно увеличивать (уменьшать) число прокладок только на одной стороне. Использованные прокладки выбросить и их пакет набрать заново.
- В момент встречи носика челнока с иглой, когда она начала свое движение вверх, определить расстояние от ушка (отверстия) иглы до носика. Измерения производить вдоль иглы. Это расстояние должно быть равно 2-2,5 мм; оно регулируется подъемом или опусканием игловодителя. Снаружи справа есть отверстие для ввода отвертки. Ввести ее, нащупав шлиц на винте, и, ослабив винт, установить игловодитель на нужный уровень. Винт завернуть. Иногда случается, что игловодитель не пускает или не поднимается до нужного уровня. В таком случае его разобрать и, спиливая, удлинить на нем лыску для винта крепления. Собрать все в обратном порядке.
- Поставить игольную пластину и закрепить ее винтами Поставить
лапку. Если она слабо прижимает, разобрать прижимное устройство
и растянуть пружину на 100% ее длины. Собрать узел и поставить
на место. (Подробнее см. часть 2,
« Механизм прижимной лапки»
.)
Верхняя нитка должна обязательно располагаться против продольного желобка в игле. Для этого нитенаправитель при иглодержателе повернуть (при помощи плоскогубцев или пассатижей) на 90°, не разбирая данного узла. Обеспечить свободный заход нитки при ее заправке перед шитьем. - Фронтальная крышка.
На регуляторе натяжения верхней нитки компенсационную пружину переделать. Разобрав регулятор натяжения верхней нитки, укоротить эту пружину, удалив три витка. Для зацепления верхней нитки сделать крючок и собрать регулятор (см. рис. 1 ). Винт крепления поворотной втулки поставить в нижнее положение и зажать. Если резьба сорвана, нарезать резьбу М4, поставить винт М4 длиной 3,5 мм. Компенсационная пружина должна иметь такое положение, чтобы нитезацепной крючок был на уровне оси регулятора. Сила натяжения умеренная. Толкатель отжима нитки в регуляторе должен иметь люфт - свободный ход - порядка 0,5 мм и при рабочем движении не должен стопорится, иначе в строчке снизу будут петли. Если на крышке справа сломан нитенаправитель, его необходимо сделать (см. часть 2, «Узел иглы» ). - Проверить работу механизма наматывания шпульки. Если он не включается, снять фрикционный винт, фрикционную шайбу и маховик. Отверткой завернуть оба винта. При этом и механизм моталки, и фиксатор шпульки должны включаться в работу после нажима. Если этого не происходит, снять винт и исправить пружину фиксаторного рычага. После исправления пружины собрать все в обратном порядке (подробнее см. часть 2, «Механизм наматывания шпульки» ). При установке фрикционной шайбы ее отогнутые внутренние усики должны смотреть наружу, в сторону фрикционного винта. Если после завинчивания фрикционного винта включения или выключения маховика не будет, повернуть шайбу на 180° по часовой стрелке. Включение механизма моталки отрегулировать регулировочным винтом, расположенным с левой стороны. Для этого ослабить регулировочный винт на механизме наматывания шпульки и, слегка прижав его к маховику, закрепить. Ось механизма моталки смазать индустриальным маслом И8А.
- На шпульном колпачке проверить, не выходит ли зубец защелки выше поверхности колпачка. Если выходит, защелку заменить, а если ее нет - откусить кусачками выступающую часть, иначе будет обрыв верхней нитки. Если зубец выступает над поверхностью мало, снять защелку, предварительно отвернув внутри колпачка остановочный винт, и подпилить выступающую часть зубца со стороны захода нитки. Если нитка из шпульного колпачка идет свободно, а регулировочный винт прижал пружину до отказа, снять винт и подогнуть пружину, поставить ее на место и закрепить винтом до отказа, затем отпустить винт на пол-оборота. Если нитка из колпачка идет туго, пассатижами с острыми губками подогнуть внутрь усики пружины (не отгибать, а подогнуть немного внутрь). Регулировочный винт на шпульном колпачке отпускать более чем на пол-оборота не рекомендуется, так как он может потеряться, и тогда колпачок выйдет из строя (см. часть 2, «Челночное устройство» ).
- Если есть неисправность в ручном приводе, отремонтировать его (см. часть 2, «Ручной привод» ). Поставить ручной привод, задвижку, предварительно зажав на ней винты крепления пластинчатой пружины. Смазать все трущиеся части машины машинным маслом марки И8А (И20А). Поставить фронтальную крышку на место. Проверить, есть ли отжим на регуляторе, когда рычаг лапки поднят, и есть ли зазор между толкателем регулятора и рычагом, когда он опущен (см. рис. 2 ). Если нет отжима, пассатижами подогнуть край фронтальной (возле регулятора) крышки в сторону рычага для того, чтобы толкатель приблизить к рычагу, с тем чтобы последний отжимал его. Если нет зазора, пассатижами отогнуть от рычага край фронтальной крышки возле регулятора, сделав зазор между толкателем и рычагом 0,5 мм.
- Поставить шпульный колпачок со шпулькой на место. Заправить верхнюю нитку, поворотом маховика вытянуть нижнюю нитку и начать шить. Сразу качественной строчки может и не быть. Это вполне нормально.
Строчку необходимо отрегулировать. Каким образом?
Во-первых , подобрать иглы и нитки в соответствии с данными, приведенными в таблице, содержащейся в инструкции (см. часть 4 ).
Во-вторых , отрегулировать натяжение верхней нитки. Качественной строчка будет тогда, когда рисунок ее как снизу, так и сверху одинаковый. Отрегулировать строчку можно также с помощью следующих мер:
а) вращением нажимной гайки регулятора натяжения верхней нитки;
б) изменением натяжения компенсационной пружины на регуляторе;
в) изменением шага строчки;
г) изменением натяжения нижней нитки (в шпульном колпачке);
д) заменой иглы;
е) заменой верхней нитки;
ж) заменой нижней нитки.
Лучшая строчка получается тогда, когда на шпульке и катушкодержателе нитка с одной и той же катушки или на шпульке нитка номером больше (тоньше). Работа машины характеризуется качеством строчки. По звуку работающей машины можно определить ее исправность. У нормально работающей машины нет отдельных цепляющих, прерывистых, стучащих, подергивающих звуков.
Равномерный гул - вот чем отличается исправная машина. Исправная машина с иглой № 90 свободно, без всяких затруднений и с хорошей строчкой прошивает рубец ткани в десять слоев (сатин, фланель). Здесь не происходит ни обрыва нитки, ни пропуска стежков в строчке. Если же окажутся единичные пропуски, повернуть вал толкателя челнока так, чтобы увеличилось расстояние между челноком и иглой до 3 мм (не более). Игла должна находиться в крайнем нижнем положении. Если при этом сброс нитки с челнока происходит без должного натяжения и рисунок строчки снизу не ухудшился, можно все параметры оставить такими. Только после этого машину положить на заднюю сторону и зажать оба винта на кривошипе, т. е. закрепить посадку кривошипа на валу толкателя челнока. Поставить машину на петли и закрепить винтами.
При варианте машины в ножном исполнении производятся следующие работы:
- Общий осмотр ножного привода. Выявлено:
а) сильный стук в конусах педали;
б) сильный стук в пятке поводка педали;
в) сильный стук в шариковом подшипнике;
г) сильный стук на коленчатом валу колеса или на его оси (второй вариант исполнения). - Отвернуть контргайки и правый конус, снять педаль.
- Рожковым ключом на 19 мм отвернуть контргайку на пятке поводка педали и освободить ее.
- Если в шариковом подшипнике потеряны шарики - колесо снять, разобрать подшипники. Все детали промыть керосином или, если его нет, растворителем, разбавленным маслом И8А, затем протереть ветошью. В шариковый подшипник ввернут поводок с контргайкой под 10-миллиметровый ключ. Поводок ослабить на два оборота. Вместо утерянных шариков можно использовать шарикоподшипник от велосипеда. Их в обойме по семь штук, диаметр шарика равен 5 мм. В подшипник ножного привода обязательно вложить сепаратор для шести шариков. Внимательно собрать подшипник. Его гайку завернуть так, чтобы наружная обойма свободно вращалась, но не было люфта. Поводок ввернуть в шариковый подшипник до отказа и законтргаить гайкой. Поставить колесо на место и отрегулировать его вращение в конусах или на оси (второй вариант исполнения).
- В пятке поводка вывернуть отверткой пяточный винт. В его внутреннюю воронку вложить кусочек натуральной кожи и залить маслом И8А. Поставить пяточный винт на место, надеть на него ушко педали и наживить контргайку. Придерживая 19-миллиметровым ключом гайку поводка, отверткой сильно завернуть пяточный винт, в который вкладывали кожу.
- Завернуть контргайку на пяточном винте, она же зажмет ушко педали до отказа.
- Для разработки вложенной кожи несколько раз повернуть руками педаль в пятке.
- Поставить педаль в конусы и зажать правый конус так, чтобы не было продольного люфта, а вращение оставалось свободным. Оба конуса должны быть законтргаены. В том случае если продольного люфта в педали не будет, а поперечный будет на том или другом конусе, надо конус, имеющий люфт, вывернуть и спилить его острую часть на 2-3 мм. Следует помнить, что в конусных устройствах работает поверхность конуса, а не его острая торцевая часть.
- Все пять (при втором варианте исполнения - шесть) точек ножного привода смазать маслом И8А.
После выполнения всех вышеперечисленных работ ножной привод будет работать бесшумно. В самой машине кроме рассмотренных неисправностей могут быть и другие. Например, машину смазали растительным маслом или каким-то клеем (по ошибке или незнанию). Через 3-4 дня машина становится «мертвой», в ней ничто не вращается. Как быть в таких случаях?
Чтобы сделать машину работоспособной, надо прежде всего запастись терпением. С чрезвычайной осторожностью выполнить ремонтные работы, в противном случае поломки деталей неизбежны, что нежелательно.
Для выполнения работ сделать состав из машинного масла марки И8А (И5А) и растворителя № 647 в соотношении 1:1. Смесь хорошо смешать, затем обильно смазать все трущиеся части машины. Перед смазкой все, что поддается разборке, разобрать. В таком виде узлы и детали легче освобождаются от засохшей пленки. Лучше все протереть, промыть указанной смесью - она действует быстро и наверняка.
Смесь имеет недостаток разъедать все краски, в том числе и эмалевую. При работе со смесью не допускать попадания ее на окрашенные поверхности. После неоднократного смачивания всех трущихся частей в машине попытаться вращать маховик в ту и другую сторону. БОЛЬШИХ УСИЛИЙ НЕ ПРИЛАГАТЬ! Таким способом всю машину привести в нормальное движение можно в течение одного часа. Если же это не удается, повернув маховик, опустить игловодитель вниз до отказа. Затем справа отвернуть отверткой винт его крепления и, сняв с него нижнее крепление, попытаться выбить его вверх плоским надфилем или трехгранным напильником. Главное торможение при вращении машины образуется на игловодителе и на валу толкателя челнока, поэтому и надо стремиться в первую очередь снять с машины эти детали, а остальные заработают быстрее. После того как все детали начнут нормально и свободно вращаться, все тщательно протереть ветошью.
Машины данной конструкции имеют характерную неисправность: при поднятой игле в крайнее верхнее положение механизм машины заедает - появляется стук в машине и периодически (в пределах одного оборота) тяжелый ход. Причиной является перекос кулисы 5 малого вала ( ) с осью вала челнока. Для устранения перекоса необходимо снять малый вал, на нем располагаются два рожка 5 (это, кулиса малого вала), внутри кулисы движется ползун кривошипа, укрепленный на правом конце вала челнока. На внутренней стороне каждого Рожка кулисы ( ) путем спиливания сделать отлогие фаски длиной 10 мм, шириной 1,5 мм, глубина фаски по краям равна 0,1 мм. Середину рожка (шириной 3 мм) не трогать!
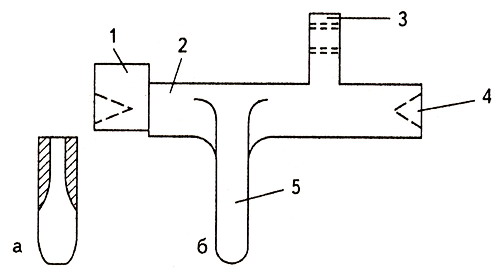
Рис. 54. Малый вал с кулисой (машина 2М кл. ПМЗ и др.):
Как приспособить швейную машину 2М кл. ПМЗ для шитья меховых изделий и изделий из хромовой кожи
Изготовление кожаных курток, шапок из меха и подобных вещей - необходимая работа для многих швей, и приспособить швейную машину 2М кл. ПМЗ для пошива таких изделий чрезвычайно важно. Но далеко не все машины (даже из числа 2М) пригодны для таких целей.
Переделывая машину, необходимо обеспечить:
- Длину стежка равную 7 мм (заводская установка - 4 мм).
- Качественную строчку (без пропуска стежков).
- Отсутствие обрыва верхней и нижней ниток.
- Стабильную работу установленных параметров.
- Возможность шить на машине ватные изделия, бельевые ткани, все тонкие ткани типа нейлона, трикотажа и др. с длиной стежка от 0 до 7 мм.
Некоторые условия, может быть, и покажутся обычными и обязательными для всех швейных машин, но это только на первый взгляд.
Переоборудованная машина 2М кл. ПМЗ для работы по пошиву изделий из кожи хромовой выделки будет работать в тяжелых условиях, не предусмотренных заводской инструкцией. Поэтому все пять требований в данном случае являются особыми параметрами при необычных условиях работы швейной машины.
I. Обеспечение длины стежка, равной 7 мм.
В чем заключается особенность переделки деталей механизма перемещения материала? В расширении диапазона действий всех деталей, которые не только участвуют в перемещении материала, но и тех, с которыми они соприкасаются.
Зубчатая рейка. Зубчатая рейка согласно инструкции завода-изготовителя имеет наибольшую длину стежка 4 мм. При движении на расстояние 7,0 мм рейка упирается в игольную пластину и в выступы платформы, поэтому заднюю сторону отверстий игольной пластины пропилить на 4 мм, а выступ на платформе (под игольной пластиной) спилить на глубину 2,5 мм по всей высоте. Сторону зубчатой рейки, контактирующую с выступом на платформе, спилить по всей высоте на глубину 1,5 мм. Под игольную пластину (под заднее отверстие) подложить прокладку толщиной 0,5 мм. На игольной пластине снизу с задней стороны удлинить на 5 мм выточку так, чтобы она была на одном уровне с общей выемкой, а на зубчатой рейке сверху с задней стороны сделать скос высотой на конце 1,5 мм и длиной 3,5-4 мм. Выточка на игольной пластине и скос на рейке обеспечат последней сделать длину стежка до 7,0 мм. Внутреннюю кромку передней перемычки зубчатой рейки спилить на глубину 2,5 мм, иначе она при шаге стежка 7,0 мм будет гнуть иглу и защемлять ее. Машина не сможет работать нормально.
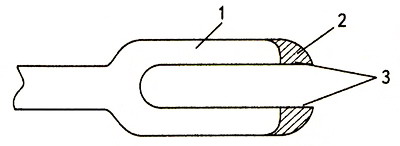
Рис. 55. Ремонт вильчатого рычага зубчатой рейки (машина 2М кл. ПМЗ):
Вильчатый рычаг зубчатой рейки. Увеличить (нарастить) длину рожков вильчатого рычага на 2 мм. Как это сделать? ( ) На прямую рабочую линию рожков (на ее концы) припаять стальную пластину 3, обеспечивающую прочность на износ.
Рычаг кулисы. Для того, чтобы ниже опустить кулису рычага и получить длину стежка, равную 7 мм, необходимо снять кулису, вывернуть рычаг, снять контргайку и зажать резьбовую часть рычага в тисках, предварительно подложив под нее две алюминиевые пластины толщиной 5 мм (чтобы не испортить резьбу).
Затем изогнуть рычаг так, чтобы сверху образовался угол, примерно 120° (см. рис. 26 ).
Вертикальная вилка подачи. Снять вертикальную вилку подачи и выполнить следующие работы:
а) круглым напильником углубить дно зева вилки на 1,5 мм;
б) на съемном сухаре (ползуне) спилить верхний угол на 2 мм и поставить его в паз кулисы срезанным углом вверх (ближе к кулачку коленчатого вала).
Кулачок подачи коленчатого вала. Спилить на конус правую сторону кулачка по окружности на длине 4 мм и глубиной на конце кулачка 1,5 мм. Спиливание на кулачке, сухаре и вилке подачи необходимо, так как кулачок будет задевать за вилку, сухарь и движение будет застопориваться.
Основание рукава машины. В том месте, где вертикальная вилка подачи соединяется с горизонтальным (под платформой) валом подачи, она очень близко подходит к основанию рукава машины и задевает за него в конце большого шага зубчатой рейки. Необходимо отсоединить вилку и, отодвинув ее в сторону, на основании рукава круглым напильником пропилить желобок длиной (по вертикали) 25-30 мм, глубина - 1,5 мм.
II. Отсутствие пропусков в строчке и недопустимость обрыва ниток.
Обеспечиваются реконструкцией узла: вал челнока - кривошип, работающий в кулисе малого вала. Соединение этих двух деталей необходимо перевести со штифтового на регулируемое двумя винтами М4 ( ). При регулировке параметров челнок - игла установить предельные размеры (зазоры):
а) зазор между иглой, когда она начинает движение из крайнего нижнего положения, и носиком челнока в вертикальной плоскости его вращения должен быть равным 0,05 мм;
б) расстояние между носиком челнока и иглой, когда она находится в крайнем нижнем положении, равно 4 мм (измерение вести в горизонтальной плоскости), а в обычных машинах это расстояние равно 2 мм;
в) момент встречи носика челнока с иглой, когда она поднимается из крайнего нижнего положения, должен произойти на высоте 3 мм от верхнего края ушка иглы;
г) зазор между нитенаправительной пластиной, закрепленной на корпусе хода челнока, и-иглой равен 0,8 мм.
III. Стабильность работы установленных параметров.
Работа машины будет стабильной только при условии, если игловодитель не станет смещаться по высоте, а вал челнока в процессе работы проворачиваться от резких и больших динамических нагрузок. Для обеспечения стабильной работы игловодителя и вала челнока необходимо сделать следующее:
1. После того как отрегулированы зазоры в челночном устройстве, сделать пробное шитье на хромовой коже средней толщины, сложенной в четыре слоя, установив длину стежка 7,0 мм. Если строчка получилась качественной, снять иглу и иглодержатель. Поводок игловодителя связан с игловодителем посредством пальца с проушиной и винтом крепления. На проушине пальца игловодителя по центру наметить точку для сверления отверстия сверлом диаметром 2 мм. Замерить штангенциркулем расстояние от нижнего торца игловодителя до точки, намеченной керном на проушине. Оно равно 77,7 мм (возможно, это частный случай). Затем снять игловодитель и наметить на нем с левой стороны место для сверления отверстия (расстояние от нижнего края 77,7 мм).
Теперь на проушине рассверлить отверстие диаметром 2,5 мм, на игловодителе - диаметром 2,2 мм. На игловодителе нарезать резьбу М 2,5 (нарезать малыми шагами, чтобы не сломать метчик). Узел собрать на месте. Соединить проушину пальца с игловодителем винтом М2,5 длиной в чистоте 5 мм. Справа завернуть накрепко винт крепления игловодителя.
2. Поставить машину на две табуретки так, чтобы валы под платформой оказались сверху. На правом конце вала челнока расположен кривошип, закрепленный двумя винтами М4. На кривошипе вала челнока наметить точку для сверления отверстия сверлом МЗ. В отверстие поставить штифт прессовой посадкой.
И последнее. Челнок и шпульный колпачок тщательно отполировать на войлочном круге, пропитанном пастой ГОИ.
Бывают и другие неисправности в швейной машине, которые в данном разделе не рассматриваются. Однако можно с уверенностью сказать, что предыдущие части книги, а также рассмотренный в этой главе материал, гарантируют успех ремонта не только машины 2М кл. ПМЗ, но и аналогичных машин - таких как «Тикка» и др.
В машинах данного типа встречается (редко) неисправность: запорное кольцо челнока ложится концом на нитенаправительную пластину 1 ( ), отчего челнок, имея свободный ход (люфт), не обеспечивает нормальную работу машины. Устранение неисправности: спилить верхнюю часть запорного кольца так, чтобы оно легло плотно (всей плоскостью) на корпус хода челнока.
Иногда бывает сложно установить зазор (0,1 мм) между челноком и иглой в вертикальной плоскости при помощи прокладок. В таком случае надо спилить напуск нитенаправительной пластины со стороны посадочной плоскости корпуса хода челнока.
Удачи в ремонте!
Всего хорошего, пишите to © 2010